
Zawór bazowy z części spiekanej w proszku do amortyzatora









Cechy produktu:
Tłok i zawór dolny zapewniają głównie tłumienie amortyzatora, prowadnica tłoczyska głównie prowadzi ruch tłoczyska.
Max Auto jest czołowym producentem metalurgii energetycznejczęści spiekaneStosowane głównie do elementów amortyzatorów.
Proces technologiczny: mieszanie proszku – formowanie – spiekanie – czyszczenie – obróbka parą – gięcie – tuleja prasy – kontrola wyglądu, pakowanie
Proszek do mieszania: Proszek Fe – C – Cu za pomocą sita o dużej gęstości w celu usunięcia zanieczyszczeń, automatyczna maszyna mieszająca 360° obracająca się przez ponad 4 godziny, zapewnia równomierne wymieszanie materiału
Formowanie: precyzyjna forma z automatyczną prasą hydrauliczną CNC, aby zapewnić, że gęstość wszystkich części spełnia wymagania procesu po prasowaniu.
Spiekanie: kontrola produktu odbywa się za pomocą pieca do spiekania z taśmą siatkową, który zapewnia właściwości mechaniczne i twardość wyrobów zgodnie z wymaganiami technicznymi.
Zanurzenie w oleju: umieścić produkt w naczyniu wysokociśnieniowym, tak aby olej mógł całkowicie wniknąć w pory produktu i uniknąć rdzy w późniejszym cyklu.
Tworzywo sztuczne: precyzyjna forma z w pełni automatyczną prasą hydrauliczną CNC, po prasowaniu gęstość produktu i właściwości mechaniczne ulegają dalszej poprawie, a wymiary spełniają wymagania rysunku.
Obróbka: wykończ otwór, rowek i inne szczegóły produktu.
Czyszczenie: w pasie siatkowym zastosowano ultradźwiękową maszynę czyszczącą, która usuwa zanieczyszczenia i opiłki żelaza.
Obróbka parą: produkt poddaje się obróbce parą w piecu elektrycznym, co poprawia właściwości mechaniczne produktu, a warstwa utleniania powierzchni pomaga zapobiegać rdzy.
Uszczelnienie: tłok jest przykryty w pełni automatyczną maszyną sterowaną numerycznie obejmującą pasek smarujący PTFE.
Tuleja dociskowa: wciśnięta w tuleję DU.
Kontrola wyglądu, pakowanie.
Specyfikacja:
| Szczegóły Produktu | |
| Nazwa produktu | Część spiekana w proszku z metalu do amortyzatora |
| Materiał | (MPIF 35) FC-0205 (DIN 30910-4) Sint C10, Fe, reszta, Cu 1,5-3,9%, C 0,3-0,6% |
| Gęstość | 6,4-6,9 g/cm3 po utlenieniu parą |
| Twardość | 60-115 HRB, obciążenie 1 kN, średnica kuli 1/16″ |
| Obróbka powierzchniowa | Utlenianie parą, 2 godziny, Fe3O4: 0,004-0,005mm, stopień utlenienia 2-4% |
| Nieokreślona tolerancja | ISO 2768 – m/H14, h14, +- IT14/2 |
| Wygląd | Brak kruszenia, pęknięć, złuszczania się, pustych przestrzeni, luzów, wżerów metalicznych i innych wad |
| Przebieg procesu | Mieszanie proszków – Formowanie – Spiekanie – Impregnacja olejem – Klejenie - Czyszczenie ultradźwiękowe – Utlenianie parą – Impregnacja olejem – Ostateczne inspekcja – (+ tuleja DP4 / + opaska PTFE) Uszczelnienie |
| Aplikacja | Do amortyzatorów samochodowych, motocyklowych i rowerowych |
| Nasze atuty: | 1. Ponad 3000 form, oszczędzaj na kosztach form 2. Certyfikat ISO/TS 16949:2009 3. Konkurencyjna cena 4. Ścisła kontrola jakości APQP, FEMA, MSA, PPAP, SPC |
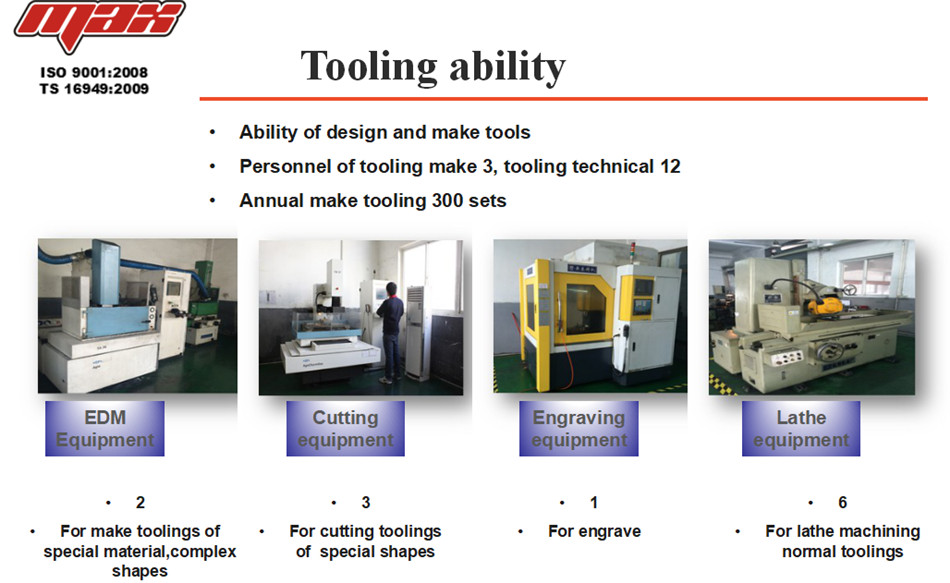
Zakłady produkcyjne



Urządzenia egzaminacyjne


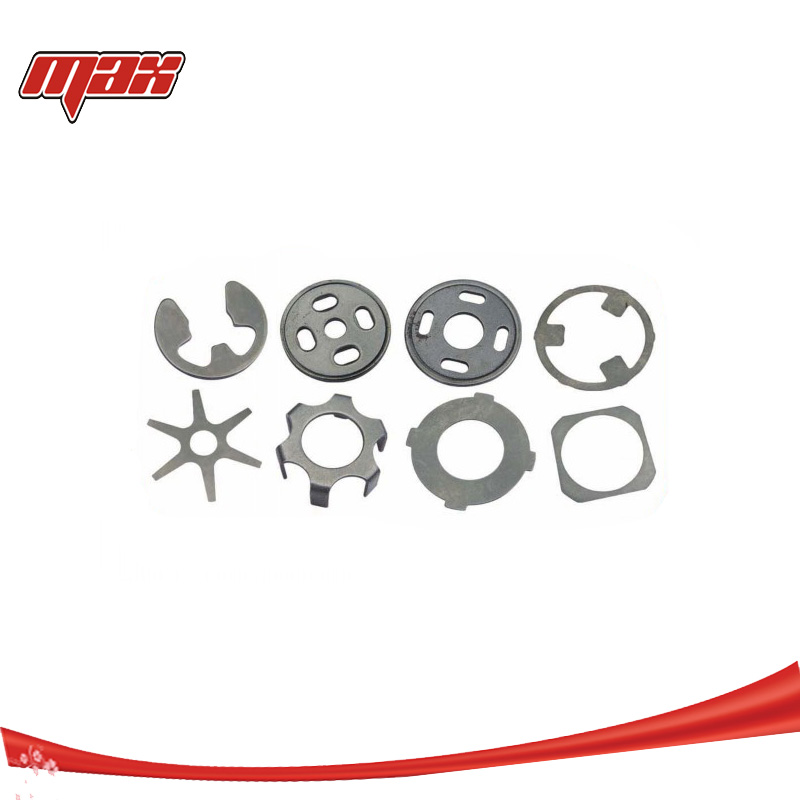
Kategorie produktów
-
Dostosowane cienkie podkładki płaskie ze stali nierdzewnej
-

Toyota AE101, Corolla, VIOS, Regulacja wysokości jazdy...
-

Rura bez szwu CDW/ERW/Chromowana, walcowana na zimno...
-

Obróbka azotanowa QPQ Materiał ze stali antykorozyjnej ...
-

861412023A amortyzator OEM dobra cena auto p...
-

Amortyzatory proszkowe Części metalurgiczne (tłok,...





